Supervisión estricta, fabricación precisa y gestión de la cadena de suministro: creación de una barrera elevada para la industria de las agujas de tratamiento de corto alcance
May 07, 2026
Las agujas de tratamiento de corto alcance-, como uno de los tres tipos (alto-riesgo) de dispositivos médicos para implantar sustancias radiactivas en el cuerpo humano, tienen barreras fundamentales para la entrada y operación de la industria que van mucho más allá de las de los consumibles médicos comunes. Estas barreras se construyen conjuntamente mediante un sistema regulatorio global extremadamente estricto, procesos de fabricación extremadamente precisos y una gestión de la cadena de suministro altamente especializada, lo que mantiene fuera a muchos competidores potenciales.
La "línea roja" de la regulación: el acceso a los principales mercados mundiales
Debido a la participación directa de fuentes radiactivas y procedimientos invasivos, las agujas de braquiterapia están sujetas al escrutinio regulatorio más estricto en los principales mercados del mundo.
* Estados Unidos (FDA): se requiere aprobación mediante el proceso de autorización previa a la comercialización (PMA) o 510(k). Si la aguja se combina con una fuente de radiación o un software de planificación de tratamiento con declaraciones específicas, puede considerarse como un "producto combinado" o "dispositivo de software" y el proceso de aprobación es más complejo. El proceso de producción debe cumplir con el Reglamento del Sistema de Calidad de la FDA (QSR 820) y someterse a estrictas inspecciones de fábrica.
* Europa (MDR de la UE): según el Reglamento de dispositivos médicos (MDR) de la UE, las agujas de tratamiento de corto alcance-normalmente se clasifican como dispositivos de Clase III. Deben someterse a una revisión exhaustiva de los documentos técnicos, una evaluación clínica y la aprobación de un plan de vigilancia post-comercialización por parte del organismo notificado. El MDR ha planteado requisitos sin precedentes para evidencia clínica y seguimiento de seguridad-a largo plazo-.
* China (NMPA): Como dispositivo médico de Clase III, el registro requiere la presentación de una gran cantidad de datos técnicos, de producción y clínicos, y el proceso de aprobación es largo. El proceso de producción debe cumplir con las "Especificaciones de Gestión de Calidad de Producción de Dispositivos Médicos".
* Supervisión de la seguridad radiológica: además de la regulación de dispositivos médicos, el producto también debe cumplir con los requisitos de las agencias de seguridad radiológica de varios países (como la NRC de Estados Unidos y el Ministerio de Ecología y Medio Ambiente de China) para el transporte, almacenamiento y uso de fuentes de radiación. Los fabricantes a menudo necesitan demostrar la compatibilidad y seguridad de sus productos con fuentes de radiación específicas.
Cualquier cambio en el diseño, los materiales o los procesos de fabricación puede provocar un nuevo-registro, lo que lleva mucho tiempo-y es costoso. Esto proporciona a los primeros entrantes un poderoso foso regulatorio.
Fabricación de precisión: arte a nivel de micras
La fabricación de agujas de tratamiento-de corto alcance es un excelente ejemplo de ingeniería de precisión, que influye directamente en la precisión y seguridad del tratamiento.
1. Los requisitos de materiales son extremadamente estrictos: los principales materiales utilizados son acero inoxidable médico 316L o aleación de titanio (Gr.5, Gr.23). La aleación de titanio se utiliza cada vez más en productos-de alta gama debido a su excelente compatibilidad con IRM, alta resistencia y biocompatibilidad. El material debe proporcionar completa biocompatibilidad (ISO 10993) y certificación del material.
2. Procesamiento de ultra-alta precisión:
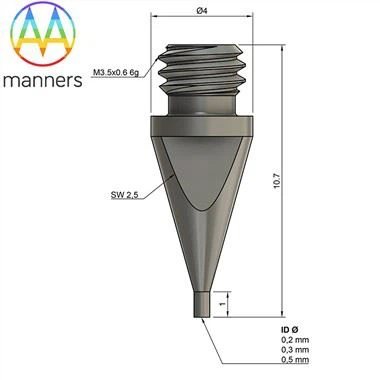
* Procesamiento de tubos: los diámetros interior y exterior del tubo deben ser muy consistentes y tener rectitud. La suavidad de la pared interior es crucial para garantizar que la fuente de radiación (como el alambre de iridio-192) pueda pasar suavemente sin ninguna obstrucción. A menudo se requiere que la tolerancia esté al nivel micrométrico (como ±0,01 mm).
* Forma de la punta de la aguja: el ángulo del bisel y la nitidez de la punta de la aguja deben controlarse con precisión. Es necesario asegurar una inserción suave y reducir el daño tisular y el sangrado. Para las agujas de implantación de partículas, el diseño de la punta de la aguja también debe facilitar la liberación de partículas.
* Marcado: Las marcas de profundidad en el cuerpo de la aguja deben ser claras, permanentes y precisas. Esto generalmente se logra mediante marcado láser.
3. Tratamiento superficial avanzado: el pulido electrolítico es el proceso estándar que se utiliza para eliminar rebabas, mejorar la suavidad de la superficie y mejorar la resistencia a la corrosión. Una superficie lisa también puede reducir la adhesión bacteriana y la fricción del tejido.
4. Limpieza y esterilización: Se debe realizar una limpieza minuciosa (como limpieza ultrasónica) para eliminar todos los residuos del procesamiento. Finalmente, se utiliza óxido de etileno (OE) o esterilización por irradiación, y se realiza una verificación estricta para garantizar la esterilidad y la ausencia de pirógenos.
Gestión de la cadena de suministro: especialización y estabilidad
La cadena de suministro de agujas de tratamiento-de corto alcance es corta y especializada:
* Upstream: depende en gran medida de unos pocos proveedores que pueden proporcionar tuberías de aleación de titanio de grado médico-, acero inoxidable especial y polímeros médicos de alta-calidad. Estos propios proveedores de materias primas también deben someterse a estrictas certificaciones de calificación.
* Midstream (fabricación): requiere inversión en costosas máquinas CNC de cinco-ejes, rectificadoras de precisión, máquinas de marcado láser, equipos de pulido electrolítico y talleres limpios. El personal de producción necesita formación especializada. Debido a la amplia variedad de productos y a los tamaños de lotes potencialmente pequeños, las capacidades de fabricación flexibles son cruciales.
* Downstream: Los clientes son grandes hospitales o departamentos de radioterapia de centros oncológicos. Las decisiones de compra son profesionales y el ciclo es largo. Las ventas no sólo dependen de los productos en sí, sino también de un sólido soporte clínico, capacitación técnica y servicios de dosimetría. Los productos deben ser compatibles con equipos de post-tratamiento, sistemas de planificación de tratamiento e incluso equipos de imágenes. Por tanto, las asociaciones con los principales fabricantes de equipos de radioterapia son de vital importancia.
La clave para construir una competitividad central
Para los fabricantes, la competitividad fundamental reside en:
1. La cultura de "Compliance is Life": Establecer un sistema de gestión de calidad que supere los estándares, permitiéndonos manejar auditorías regulatorias de todo el mundo con facilidad.
2. Acumulación de conocimientos-de proceso: el procesamiento de aleaciones de titanio, el marcado láser con escalas precisas, el ensamblaje sin costuras, etc., requieren exploración y acumulación de experiencia a largo-plazo.
3. Capacidad de verificación sistemática: no solo verificar el producto en sí, sino también su compatibilidad y seguridad con diversas fuentes de radiación, aplicadores y planes de tratamiento, generando una gran cantidad de documentos de verificación.
4. Innovación clínica colaborativa: cooperar con los mejores centros de radioterapia, convertir las necesidades clínicas en parámetros de ingeniería y acumular evidencia a través de ensayos clínicos.
Por lo tanto, la industria de las agujas para terapia intersticial es un mercado típico de "alta barrera, alto valor y alta adherencia". Los nuevos participantes deben superar enormes barreras en términos de regulación, tecnología y confianza clínica. Las posiciones de liderazgo actuales se basan en décadas de precisión de procesos acumulada, vastos datos clínicos y una red de expertos repartida por todo el mundo.